Немного истории или вернёмся к истокам
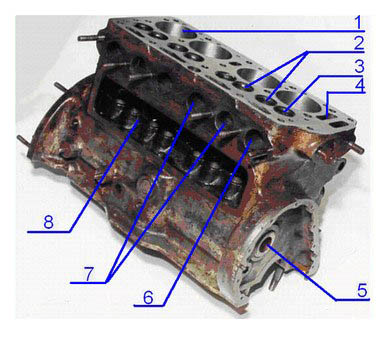
- Отверстие цилиндра
- Сёдла впускных клапанов
- Сёдла выпускных клапанов
- Канал рубашки охлаждения
- Отверстие для установки распределительного вала
- Выпускной канал
- Впускные каналы
- Полость для установки клапанов и клапанных механизмов
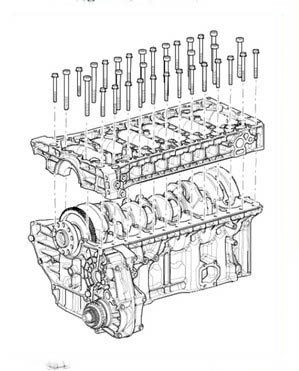
Но в современных конструкциях распределительный вал (валы), клапаны, впускные и выпускные каналы расположены в головке блока цилиндров. Сверху блок цилиндров закрывается мощной головкой блока цилиндров, а снизу блок цилиндров закрывается поддоном системы смазки.
Конструкция блока цилиндров
Блок цилиндров большинства двигателей отливается из серого легированного чугуна и далее подвергается механической обработке. В таком случае рабочей поверхностью зеркала цилиндра является чугун отливки. Отверстие цилиндра растачивается под установленный размер, а после окончательной механической обработки поверхность стенок имеет микроструктуру, позволяющую удерживать необходимое количество масла. Чугун, особенно легированный, обладает необходимой прочностью и низким коэффициентом трения в паре материалов «чугун – чугун» или «сталь – чугун», из которых изготавливаются поршневые кольца, и в паре материалов «алюминий – чугун» из которого изготавливаются поршни. При этом чугунные стенки цилиндров обладают высокой износостойкостью. Но иногда даже в чугунные блоки цилиндров, для увеличения износостойкости запрессовываются тонкостенные сухие гильзы из более износостойкого легированного чугуна.
Недостатком чугуна при производстве блока цилиндров является его большой удельный вес. Для улучшения динамики автомобиля конструкторы всеми силами стараются уменьшить вес всех компонентов автомобиля, включая двигатель. Поэтому блок цилиндров двигателя многих современных автомобилей отливается из алюминиевого сплава. Алюминий, кроме малого веса не имеет никаких преимуществ перед чугуном, но при этом появляются новые трудности. Алюминиевые сплавы гораздо мягче чугуна, поэтому для обеспечения необходимой жёсткости блока приходится делать более толстыми несущие стенки блока и делать сложную систему рёбер жёсткости. Алюминий имеет более высокий коэффициент температурного расширения, поэтому приходится более строго контролировать зазоры между различными деталями двигателя. Поршни всех современных двигателей, для облегчения веса, изготавливаются чаще всего из алюминиевых сплавов. Но коэффициент трения в паре материалов «алюминий – алюминий» очень большой и алюминий обладает низкой износостойкостью. Поэтому поверхность цилиндров должна быть изготовлена не из алюминия, а из другого материала. В алюминиевых блоках тонкостенные чугунные гильзы из износостойкого чугуна вплавляются в алюминиевую отливку при изготовлении отливки блока. Но стенки цилиндров самых современных двигателей с алюминиевым блоком при помощи современных технологий могут быть покрыты гальваническим способом специальным износостойким металлом. Или при помощи самых современных технологий осуществляется поверхностное упрочнение стенок цилиндров. При отливке блока цилиндров специальные технологии повышают концентрацию кремния в поверхностном слое стенок цилиндров, далее при помощи химических реакций из поверхностного слоя стенок цилиндров удаляется алюминий. В результате этого упрочнения износостойкость стенок цилиндров превышает по этому показателю цилиндры, изготовленные из чугуна. Но в этом случае, для снижения коэффициента трения между алюминиевым блоком цилиндров и алюминиевыми поршнями, поршни покрываются тонким слоем железа. Отсутствие чугунных гильз значительно уменьшается вес блока цилиндров.
Иногда в блок цилиндров вставляются съёмные гильзы, которые герметизируются в блоке цилиндров при помощи медных или резиновых прокладок. Съёмные гильзы имеют преимущество в том, что после предельного износа их можно заменить новыми, изготовленными или отремонтированными (расточенными под ремонтный размер) с высокой точностью в заводских условиях. Применение съёмных гильз упрощает ремонта двигателя. Но в последнее время такие гильзы применяются довольно редко, поскольку блоки цилиндров со вставными гильзами имеют некоторые, присущие им недостатки. При перегреве двигателя происходит разгерметизация посадки гильзы в блоке, в результате которой происходит утечка охлаждающей жидкости.
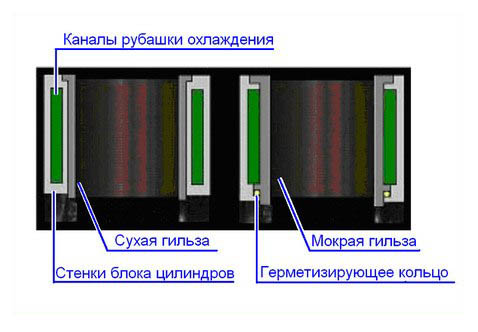
Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. Гильзы, запрессованные в материал отливки блока, и не соприкасающиеся непосредственно с охлаждающей жидкостью называются сухими.
Во время отливки в блоке цилиндров изготавливаются каналы для прохода охлаждающей жидкости, омывающей гильзы цилиндров. Система таких каналов называется рубашкой охлаждения. Так же в блоке цилиндров методом сверления делаются масляные каналы, чаще называемые масляными магистралями, по которым масло от насоса системы смазки поступает ко всем трущимся деталям двигателя. Выходные отверстия сверлений масляных магистралей на наружной поверхности блока цилиндров имеют резьбовые заглушки или герметизируются другими способами. При конструировании и изготовлении блока цилиндров конструкторам и технологам приходится постоянно находить компромисс между прочностью и весом блока цилиндров. Для снижения веса, без уменьшения прочности блок часто имеет множество рёбер жёсткости, особенно этим отличаются блоки цилиндров японских автомобилей.
Во время работы двигателя блок цилиндров подвергается значительным температурным и механическим нагрузкам. Давление расширяющихся рабочих газов давит на поршень и верхнюю стенку камеры сгорания, расположенную в головке блока цилиндров. От головки блока цилиндров, через элементы её крепления (болты или шпильки) усилие передаётся на блок цилиндров. А усилие от поршня, через детали кривошипно-шатунного механизма и постели подшипников коленчатого вала передаются на блок цилиндров с другой стороны. В результате воздействия этих противоположно направленных сил в блоке цилиндров возникают большие растягивающие напряжения.
Блок цилиндров также испытывает изгибающие усилия. Блок, не обладающий необходимой прочностью, не только деформируется сам, но и деформирует такие дорогие детали двигателя как коленчатый или распределительный валы. Основной неисправностью блока цилиндров является износ стенок цилиндров, вызванный продолжительной эксплуатацией двигателя, то есть большим пробегом автомобиля. Капитальный ремонт двигателей легковых автомобилей с расточкой и последующей хонинговкой цилиндров сейчас массово не производится. Хотя все отечественные заводы выпускают в запасные части поршни и поршневые кольца трёх ремонтных размеров, что позволяет приводить расточку отверстий цилиндров несколько раз. Причин тут много и экономических, и технических и, особенно организационных. Если бы у нас, как во многих странах мира, в учётных документах на автомобиль заносился только VIN-код автомобиля, без указания номера двигателя, то, вполне возможно, появилась организационная возможность и экономическая целесообразность, создания высокотехнологичных предприятий по капитальному ремонту двигателей отечественных автомобилей. Возможно, это не очень выгодно автопрому, но, вполне вероятно было бы выгодно массе потребителей. Номер двигателя выбивается на поверхности блока цилиндров.
У американцев капитальный ремонт их огромных двигателей V8 или V10 широко развит. Для этого у них существуют специальные авторемонтные заводы с дорогими точными станками, точным мерительным инструментом и квалифицированным персоналом. Причём довольно часто на капитально отремонтированный двигатель даётся гарантия, превышающая гарантию на новый двигатель того же производителя. Капитальный ремонт двигателей массовых легковых автомобилей в Европе, также как и в нашей стране массово отсутствует. Большая конкуренция на автомобильном рынке и высокая надёжность современных двигателей, привели к тому, что стало легче заменить весь автомобиль, чем ремонтировать двигатель. Если с Европой всё ясно, то насколько верна эта политика в нашей стране, для меня, точного ответа нет.
Но капитальный ремонт двигателей грузовых автомобилей, сельскохозяйственных и дорогих строительных машин производится, поскольку это экономически оправдано. Новый двигатель импортного бульдозера или экскаватора может стоить так дорого, что оправдывает капитальный ремонт любой сложности и стоимости. Также возникает потребность в капитальном ремонте двигателя с гильзовкой, расточкой, хонинговкой и фрезеровкой поверхности головки блока цилиндров при реставрации старинных и уникальных автомобилей. Выполнить капитальный ремонт с механической обработкой блока цилиндров и некоторых других основных деталей двигателя, например, коленчатого вала или головки блока цилиндров, в условиях небольших и даже средних сервисных предприятий с необходимым качеством практически невозможно. Гарантированное качество капитального ремонта двигателя можно обеспечить только в условиях узко специализированного на такие виды ремонта предприятиях, укомплектованные точными специализированными станками, мерительным инструментом и квалифицированными кадрами. В наших условиях, особенно при капитальном ремонте двигателя на небольших сервисных предприятиях, когда механическая обработка блока цилиндров и коленчатого вала производится в сторонних организациях, срок службы капитально отремонтированного двигателя не превышает одной трети от ресурса нового двигателя. Поэтому, с учётом стоимости ремонта и вероятной стоимости каждой тысячи километров пробега отремонтированного двигателя, возможно, дешевле купить новый двигатель. Разумеется, если автомобиль не готовится к продаже.
Крышки коренных подшипников коленчатого вала
Ранее указывалось, что блок цилиндров является основой сборки двигателя. Внутри блока цилиндров расположены кривошипно-шатунный и газораспределительный механизмы, впрочем, газораспределительный механизм современного двигателя почти полностью расположен в головке блока цилиндров, а снаружи к блоку цилиндров крепятся различные вспомогательные механизмы. Но что объединяет все эти компоненты двигателя – их, в случае выявленной неисправности, во время ремонта можно заменить. Но в блоке цилиндров есть детали, которые ни при каких условиях заменять нельзя – это крышки коренных подшипников коленчатого вала. На заводе-изготовителе окончательная механическая обработка отверстий подшипников коленчатого вала производится за один проход режущего инструмента при установленных крышках коренных подшипников. Зазор и соосность в коренном подшипнике устанавливается с высокой точностью, поэтому никогда, ни при каких условиях не допускается установка на блок цилиндров крышек коренных подшипников от другого блока цилиндров. Также не допускается перестановка местами крышек одного блока, или установка крышек в другом направлении. Условно крышки коренных подшипников можно разделить на три группы. К первой можно отнести индивидуальные крышки коренных подшипников. В этом случае каждый коренной подшипник имеет свою индивидуальную крышку. Например, стандартный рядный четырёхцилиндровый двигатель имеет пять коренных подшипников и каждый коренной подшипник имеет свою индивидуальную крышку. Большая часть автомобильных двигателей, и не только рядных четырёхцилиндровых, устроена именно по такому принципу.
Индивидуальные крышки коренных подшипников коленчатого вала

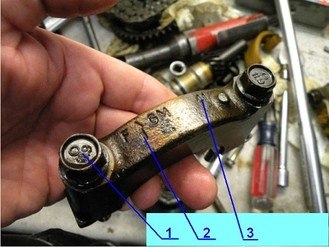
1 – Специальный болт; 2 – Метка направления; 3 – Метка места.
Но в последнее время, в целях увеличения жёсткости блока цилиндров в зоне расположения коленчатого вала, стали применяться единые общие для всех коренных подшипников двигателя крышки блока цилиндров. Ко второй группе можно отнести единую крышку цилиндров, не являющуюся структурной единицей двигателя, устанавливаемую в масляном поддоне двигателя. В этом случае блок цилиндров имеет глубокую юбку картера, к которой снизу крепится масляный поддон.
Блок общих крышек коренных подшипников коленчатого вала

Блок общих крышек коренных подшипников коленчатого вала, устанавливаемый внутри масляного поддона двигателя. Обратите внимание, что точная установка общей крышки производится при помощи направляющих втулок.
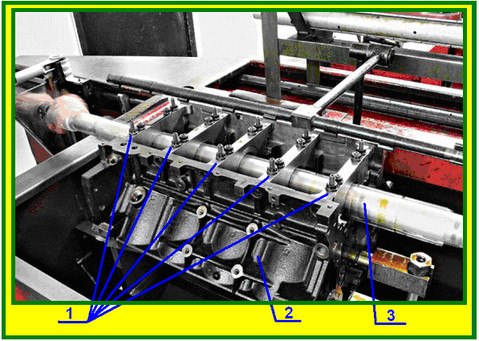
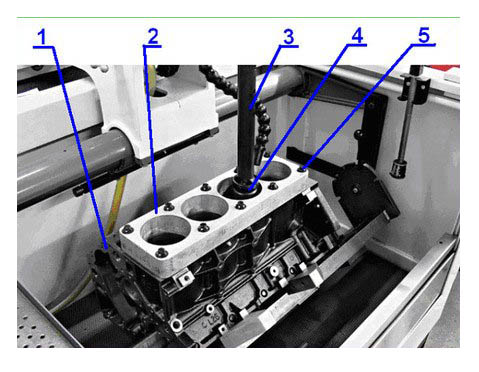
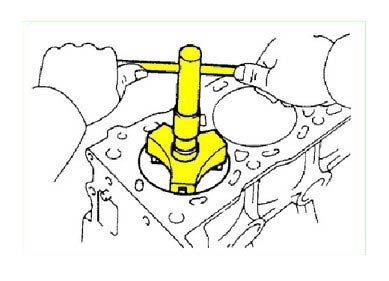
1- Крышки коренных подшипников; 2 – Блок цилиндров; 3 – Режущий инструмент расточного станка
На этом рисунке видно, что все отверстия коренных подшипников коленчатого вала обрабатываются за один проход. Перед окончательной расточкой отверстий все крышки коренных подшипников затягиваются всеми штатными болтами (включая боковые, если имеются) установленным моментом затяжки. К третьей группе можно отнести двигатели, в которой блок общих крышек коренных подшипников является структурной единицей двигателя, иногда этот блок называют нижней частью блока цилиндров. В этом случае нижняя поверхность блока цилиндров, обработанная с высокой точностью и чистотой поверхности расположена ровно на уровне продольной оси коленчатого вала. С такой же высокой точностью обрабатывается и верхняя поверхность блока общих крышек коренных подшипников. Высокая точность изготовления этих двух ответственных деталей заключается в том, что в этом соединении невозможно установить герметизирующую прокладку, которая неизбежно будет изменять зазор в коренных подшипниках. В этом случае масляный поддон крепится к нижней поверхности блока общих крышек коренных подшипников.
Структурный блок общих крышек коренных подшипников коленчатого вала
Структурный блок общих крышек коренных подшипников коленчатого вала бензинового двигателя Лэнд Ровер 3,2L, R6
При установке крышек коренных подшипников всегда используйте только специальные болты. Строго следуйте указаниям Руководства по ремонту именно этого двигателя. Некоторые изготовители не рекомендуют повторное использование болтов крепления крышек. В этом случае заменяйте болты крепления крышек новыми после каждого затягивания болта. Некоторые производители допускают установку болтов не более трёх раз, в этом случае при каждом откручивании на болт наносится специальная метка. Затягивайте болты только при помощи динамометрического ключа строго установленным моментом затяжки и строго в последовательности, указанной в руководстве по ремонту. Расточка и хонинговка отверстий блока цилиндров в условиях специализированного ремонтного предприятия На рисунке видно, что посадочная поверхность головки блока цилиндров абсолютно ровная. На первый взгляд это не очень понятно, поскольку угол между осями отверстий внутреннего и наружного рядов цилиндров равен 15º. Но в этом двигателе используются поршни, верхняя поверхность которых тоже имеет наклон 15º относительно оси поршня. Что и позволило накрыть оба ряда цилиндров одного блока общей ГБЦ.
1 – Блок цилиндров 4 – Хонинговальная головка 2 – Нагрузочная пластина 5 – Болты крепления нагрузочной пластины 3 – Шпиндель хона
Под воздействием усилия мощных болтов, крепления головки блока цилиндров, блок имеет некоторую деформацию, в результате этой деформации происходит изменение геометрических размеров отверстий цилиндров. Для устранения этого эффекта при расточке и хонинговке на блок цилиндров вместо головки блока цилиндров устанавливается нагрузочная пластина, болты крепления которой затягиваются моментом затяжки, таким же, как болты крепления ГБЦ. Если хонинговать отверстия цилиндров без нагрузочной пластины, то после затяжки болтов ГБЦ отверстие цилиндра изменит необходимую геометрию. При ремонте дорогих или спортивных двигателей дополнительная нагрузочная пластина также ставится вместо коробки передач. Это только одна из многочисленных профессиональных хитростей, повторить которые в условиях не специализированного предприятия невозможно. Проверка блока цилиндров при ремонте двигателя Тщательно промойте и очистите блок цилиндров. Удалите остатки старых прокладок с посадочных поверхностей ГБЦ, впускного и выпускного коллекторов, передней крышки двигателя, масляного поддона. При удалении старой прокладки используйте растворители и деревянные или пластиковые шпатели. Применение для этих целей металлических инструментов не допускается. После очистки посадочной поверхности ГБЦ, тщательно осмотрите поверхность. Не допускается наличие на поверхности раковин или глубоких царапин. Особенно требовательны к чистоте поверхности двигатели, в которых применяется многослойная металлическая прокладка головки блока цилиндров.
Если при установке масляного поддона или передней крышки двигателя применяется герметик – жидкая прокладка, поверхности необходимо не только очистить, но и обезжирить при помощи подходящего растворителя. Проверьте состояние резьбы всех резьбовых отверстий блока цилиндров. Отремонтируйте повреждённые резьбовые отверстия. Убедитесь, что все заглушки масляных каналов и антиморозные заглушки надёжно зачеканены и не имеют нарушений герметичности. Многие геометрические параметры блока цилиндров без специальных приспособлений и дорогого мерительного инструмента с необходимой точностью замерить невозможно. Но есть параметр, который обязательно необходимо проверить, особенно если двигатель перегревался, это коробление посадочной поверхности головки блока цилиндров. Для этого необходимо иметь специальную поверочную инструментальную линейку и набор плоских калиберных щупов.
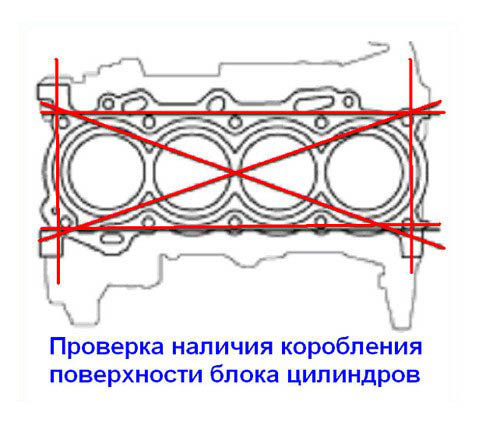
1 – Набор плоских калиберных щупов; 2 – Поверочная линейка. Поверочную линейку необходимо устанавливать на блок цилиндров по линиям, указанным на рисунке. Под поверочную линейку ни в одном месте не должен проходить щуп более размера, указанного в руководстве по ремонту данного автомобиля (обычно это 0,05 - 0,10 мм).
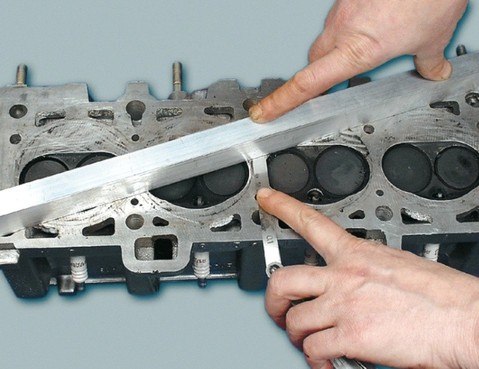
Этот снимок взят из одного руководства. Всё правильно и профессионально, кроме одного, но главного. Вместо калиброванной поверочной линейки используется полая алюминиевая квадратная труба. Допуски точности при изготовлении этой квадратной трубы в несколько раз превышают допустимые отклонения коробления поверхности блока цилиндров или головки блока цилиндров. Кроме этого даже если предположить, что труба исключительно прямая, она не имеет необходимой жёсткости. Поэтому величина замеренного коробления будет зависеть от силы прижатия линейки к поверхности блока. (На рисунке показана аналогичная проверка головки блока цилиндров.) Всегда применяйте только сертифицированный мерительный инструмент.
Специальное приспособление для удаления верхней кромки цилиндра Можно ли отремонтировать блок цилиндров, имеющий недопустимое коробление посадочной поверхности головки блока цилиндров? Да можно, но очень осторожно, и только в условиях специализированного предприятия. При этом необходимо учитывать, что фрезеровка посадочной поверхности приведёт к изменению двух важных параметров двигателя, первый – степени сжатия, что особенно критично для дизельных двигателей. Поскольку в дизельных двигателях с высокой степенью сжатия камера сгорания имеет очень небольшую высоту.
Многие производители дизельных двигателей, вообще не допускают такого вида механической обработки блока цилиндров. Второй параметр - базовое расстояние от центра коленчатого вала до посадочной поверхности блок цилиндров. Если распределительные валы двигателя расположены в головке блока цилиндров, а все современные двигатели устроены именно так, изменение базового расстояния приводит к изменению фаз газораспределения, что порой не учитывается даже опытными механиками. Исключение составляют если только инженеры спортивных команд. Многие производители двигателей не допускают механическую обработку верхней поверхности блока цилиндров. В этом случае, если коробление поверхности не соответствует техническим требованиям, необходимо заменить блок цилиндров.
Ещё один размер, который необходимо проверить, это размеры отверстий цилиндров.
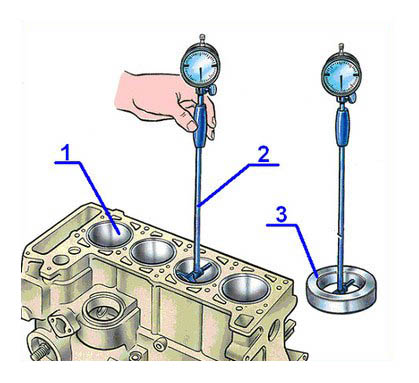
1 – Блок цилиндров; 2 – Нутромер; 3 – Калибр.
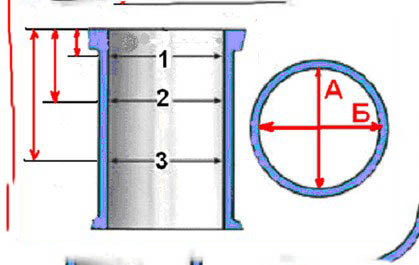
"А" и "Б" – направление измерения 1, 2 и 3 – Высота измерения
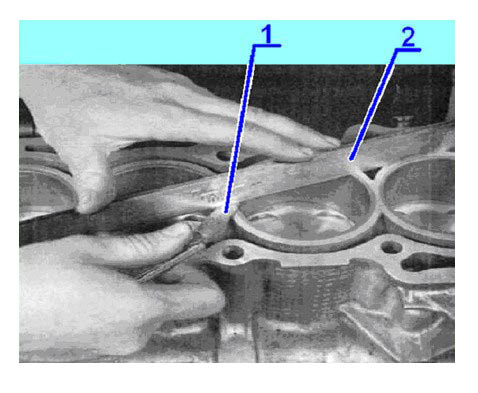
Сначала убедитесь в отсутствии значительной кромки в самой верхней части цилиндра, расположенной выше верхнего компрессионного кольца. Для удаления этой кромки существуют специальные приспособления. Иногда для этих целей разрешается применять простой шабер, но без достаточных навыков выполнить эту работу шабером не получится. При выполнении этой работы примите все меры, исключающие попадания стружки в различные каналы блока цилиндров. При измерении отверстия цилиндров необходимо определить три параметра – действительный диаметр цилиндра и его отклонение от номинала, эллипсность и конусность отверстия. Для определения этих параметров необходимо использовать нутромер с индикатором часового типа и специальный калибр для настройки нутромера. Измерение необходимо производить на трёх уровнях по высоте и на каждом уровне необходимо производить измерение в двух направлениях. Первое измерение по направлению «А» сначала перпендикулярно оси коленчатого вала, второе измерение производится вдоль оси коленчатого вала «Б». Для определения эллипсности из размера «А» необходимо вычесть размер «Б». По высоте измерение «1» делается в самом изношенном месте цилиндра – на уровне положения верхнего компрессионного кольца при положении поршня в верхней мёртвой точке (ВМТ). Второе измерение делается на высоте середины хода поршня. Третье измерение делается на высоте нахождения верхнего компрессионного кольца при нахождении поршня в нижней мёртвой точке (ВМТ). Конусность определяется вычитанием из размера направления «А» верхнего уровня размера «А» нижнего уровня и из размера «Б» верхнего уровня, размера «Б» нижнего уровня. Сравните определённые диаметр, эллипсность и конусность с максимально допустимыми для этого двигателя.