Любой двигатель, собранный где угодно кем угодно (серийно, имеется ввиду) будет успешно противостоять нагрузке от правильно настроенного наддува в 0,35 бара. Поэтому, «выполнение работы правильно» при желаемой рабочей характеристике в 0,35 бара наддува означает, что Вы нуждаетесь в "хорошем, серийном" двигателе. Нельзя, однако, ожидать от "хорошего, серийного" двигателя, что он переживет режимы наддува в 3,5 бара как двигатели с турбонаддувом Формулы 1. Нельзя тратить впустую время и средства на серьезную подготовку двигателя только для того, чтобы эксплуатировать его при низких давлениях наддува. Баланс между желаемыми рабочими характеристиками и подго товкой двигателя - предмет, обсуждаемый в этой главе.
Определение целей
Желаемая мощность переводится в величину давления наддува, требуемого для достижения этой мощности. Подготовку двигателя, необходимую для такого давления наддува, можно разделить на несколько общих пунктов. Конечно, многие двигатели имеют специфические требования и слабости. Поиск в литературе по любому данному двигателю обычно дает богатую информацию, гораздо больше чем необходимо.
Степень сжатия
В достижении желаемой характеристики двигателя, первое решение - степень сжатия. Степень сжатия влияет на большое количество фак торов в общей характеристике автомобиля и характеристиках двигателя. Приемистость, экономичность, мощность на единицу давления наддува, и что неосязаемо, приятные ощущения, связанные с двигателями, жаждущими действия, являются некоторыми из факторов характеристики двигателя, определяемых, в значительной степени, степенью сжатия.
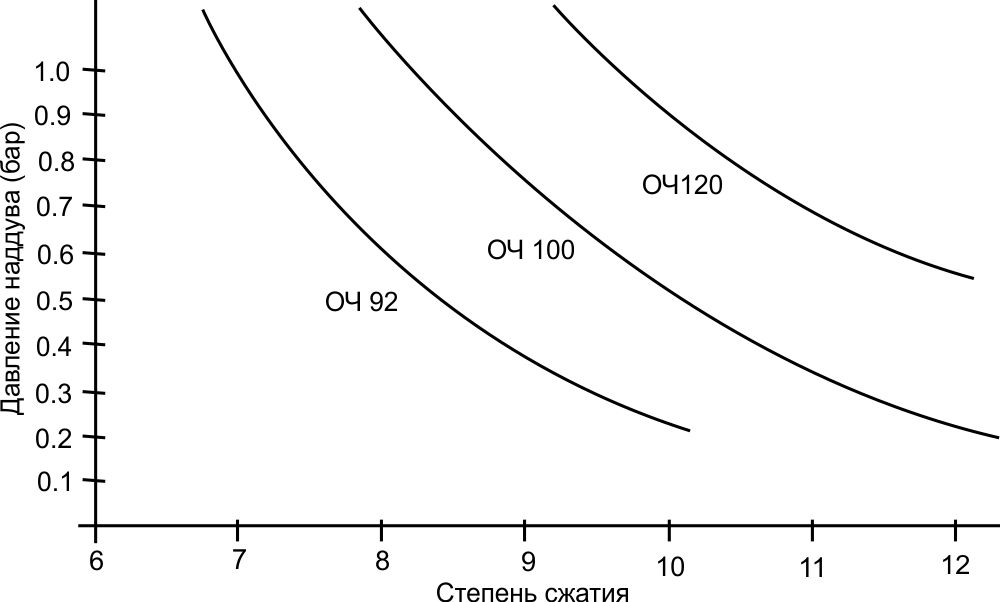
Приблизительные допустимые давления наддува для различного октанового числа топлива и различной степени сжатия двигателя.
Не будьте поспешными, чтобы понижать степень сжатия только потому, что большинство производителей любит так делать. Правильная степень сжатия для работы определена длинными термодинамическими вычислениями и всесторонними испытаниями. Все это высокие технологии, но много полезного может быть сделано при некотором опыте и будет подходить для наиболее общих приложений. Два, наиболее влияющих на степень сжатия, фактора это желаемое давление наддува и эффективность промежуточного охладителя. Октановое число топлива, конечно, играет большую роль, но мы обычно ограничиваемся использованием коммерческого бензина.
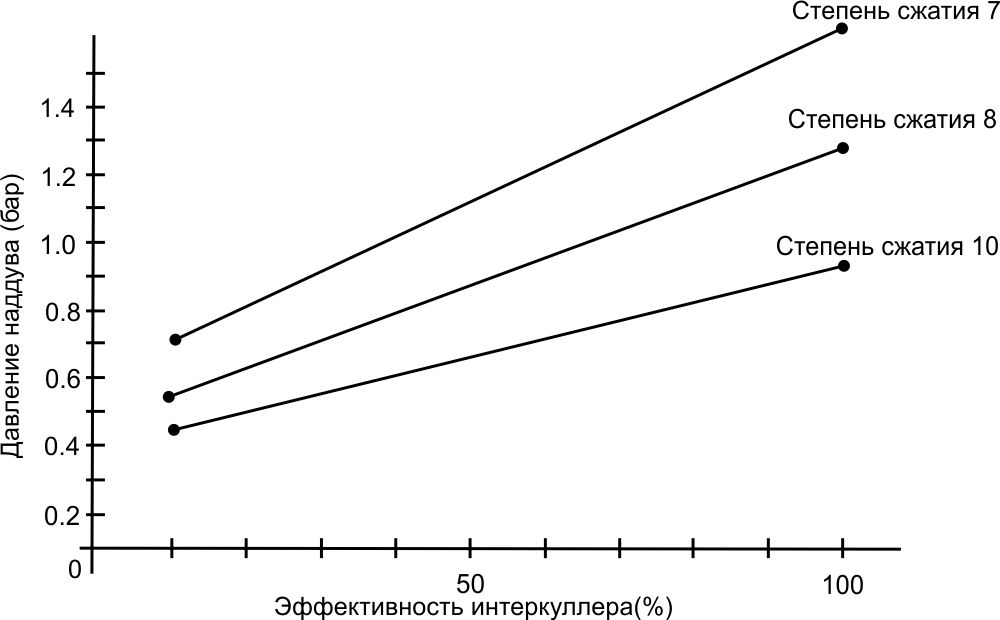
Приблизительный график давления наддува как функции степени сжатия и КПД промежуточного охладителя.
Двигатель с турбонаддувом нельзя никогда превращать в заготовку с низкой степенью сжатия.
Вычисление изменения степени сжатия.
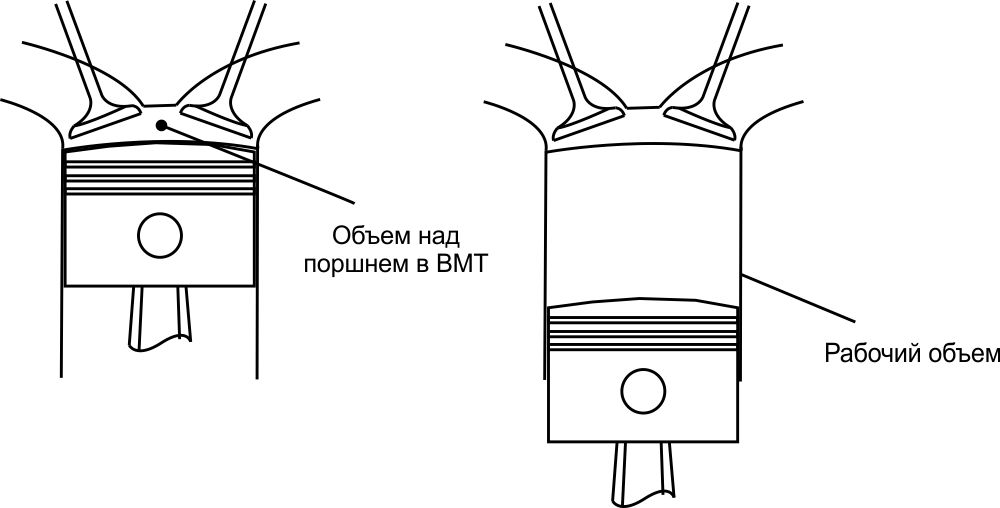
Чтобы вычислить степень сжатия, мы должны знать рабочий объем цилиндра и объем камеры сгорания (см. глоссарий)
![]()
или
![]()
Где
Vd - рабочий объем
Vcv - объем камеры сгорания
Определение степени сжатия
Преобразовав уравнение можно получить формулу, позволяющую легко вычислить объем камеры сгорания при известной степени сжатия.
![]()
Пример: Четырехцилиндровый двигатель с объемом 2000 см3 со степенью сжатия 11,0
![]()
Чтобы уменьшить степень сжатия до 8,5 новый объем камеры сгорания должен быть
![]()
Теперь ясно, чтобы изменить степень сжатия от 11,0 до 8,5 объем камеры сгорания должен быть увеличен на 66,7-50 = 16,7 см3. Добавить этот объем можно различными способами, но математически все просто.
Изменение степени сжатия.
Существуют разнообразные методы дня изменения степени сжатия. Почти все они недопустимы. Затруднение вызывает устранение «вытесненного объем» вокруг края камеры сгорания. Камера сгорания разработана так, чтобы ТВС была выдавлена к ее центру при достижении поршнем ВМТ. Это, пожалуй, самое действенное средство от детонации, внедренное в конструкцию двигателя, поскольку при этом удаляются остаточные газы или создается сильная турбулентность ТВС. Этот вытесненный объем - кольцо приблизительно 7-10 мм шириной вокруг камеры сгорания, и приблизительно 1 мм толщиной, большой, имеющий форму шайбы, объем между поршнем и головкой цилиндра. Примите во внимание "вытесненный объем", оставьте его в покое и не вмешивайтесь. При его изменении можно допустить ошибку настолько ужасную, что при работе двигателя со степенью сжатия 7 детонация может быть хуже, чем у двигателя со степенью сжатия 9 и надлежащ,им вытесненным объемом. Теперь ясно, что выбор для сокращения степени сжатия ограничен удалением некоторой части камеры сгорания со стороны головки блока, установкой новых поршней с углублением в центре, или обработкой имеющихся поршней для создания углубления в днище поршня.
Возможно, немного опасно выполнять обработку камеры сгорания, потому что толщина ее стенок обычно неизвестна . Кроме того, форма камеры сгорания у наиболее современных двигателей спроектирована довольно тщательно, после обработки камеры сгорания, ультразвуковой контроль поможет определить оставшуюся толщину стенок. Полностью новый поршень, с определенным углублением, который сохраняет вытесняемый объем, является правильным подходом. Обработка на станке углубления в имеющемся поршне является нормальным решением, при условии обеспечения достаточной толщины оставшегося материала. Хорошее правило - необходимо оставить толщину, по крайней мере, 6 % от диаметра поршня. Подходы к понижению степени сжатия, которые не работают - толстые прокладки головки блока цилиндров и короткие шатуны.
Подготовка головки блока цилиндров
Подготовка головки блока цилиндров зависит от назначения двигателя. Хороший уличный двигатель с турбонаддувом обычно прекрасно работает с полностью штатной головкой блока цилиндров. С другой стороны, двигатель гоночного автомобиля с турбонаддувом требует полной подготовки соответствующей виду соревнований.
Если имеется возможность подготовить головку блока цилиндров самостоятельно, внимание должно быть сосредоточено на том, чтобы удостовериться, что головка блока цилиндров находится в превосходном состоянии. Плоскость поверхности головки блока цилиндров имеет большое значение. Должны быть обеспечены минимальные допуски. У всех отверстий нужно снять фаску и всю резьбу надо прогнать хорошим метчиком. Со всех кромок должны быть удалены заусенцы. Проверьтекачество отливки на предмет неровностей и шероховатости и удалите их. Камеры сгорания не должны иметь заусенцев, все ребра должны быть скруглены или плавно сопряжены с окружающим материалом. Все неиспользуемые витки в резьбе для свечей зажигания должны быть удалены. Цель этого - устранение горячих точек, которые могут служить потенциальными источниками зажигания. Клапанам надо уделить такое же внимание. Качество поверхности клапана должно быть высшего класса. Стоит потратить немного денег и застраховаться хорошим уплотнением от возросших, из-за турбонагнетателя, давлений. Качественная обработка седел, кроме того, позволит отводить больше тепла от клапанов.
Впускные и выпускные каналы должны получить обработку соответствующую назначению двигателя. Для обычной уличной системы турбонаддува, шлифовка и совмещение каналов вполне логичны. Подготовка для соревнований имеет свои отличия. Воздушный поток, проходящий через каналы двигателя с турбонаддувом, значительно превышает тот, который проходит через каналы атмосферного двигателя, поэтому несовершенства каналов создают значительно большее сопротивление потоку воздуха. Поэтому турбосистемы, используемые дня соревнований, требуют более тщательной подготовки каналов.
Проверьте сопрягаемые поверхности на плоскостность и обработайте их, если требуется. Редко возникает необходимость в замене прокладке впускного коллектора. Давление наддува в 1 бар (действующее изнутри) - фактически то же самое давление, действующее снаружи, при разряжении в 760 мм рт. ст., вызванное закрытием дроссельной заслонки на высоких оборотах. Вакуум и давление, в некоторой степени, одно и то же, только они действуют в различных направлениях.
Подготовка блока цилиндров
Блок цилиндров вряд ли будет нуждаться в специальной подготовке, только потому, что на сцену входит турбонагнетатель. Хороший серийный блок будет вполне подходящим для большинства проектов. Но где-то между высокими характеристиками, большим ресурсом и простым желанием мастера существует логичная причина подумать о подготовке блока цилиндров.

Высококачественная многослойная прокладка головки блока цилиндров для двигателя Nissan SR20DET от APEXI
Вымойте блок в горячем растворителе для удобства работы, удалите все заусенцы, и повторно прогоните метчиком все резьбовые отверстия. Сопрягаемые поверхности должны быть плоскими, убедитесь, что все поверхности равноудалены и параллельны относительно геометрической оси коленвала. Отверстия для коленвала должны быть соосными и цилиндричными. Также чрезвычайно важно чтобы цилиндры двигателя были цилиндричными. Вымойте блок снова, когда все выше сказанное выполнено и удостоверьтесь, что он действительно чист. Одна характеристика блока цилиндров могла бы помочь проекту турбонаддува, это жесткость блока.
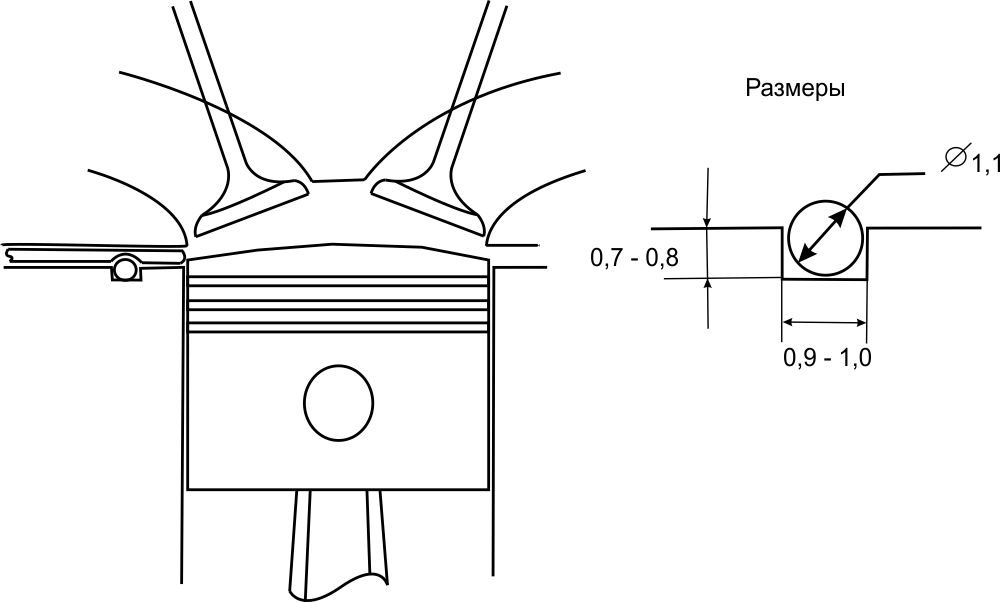
Усовершенствование прокладки головки блока цилиндра пазом без кольцевого уплотнения
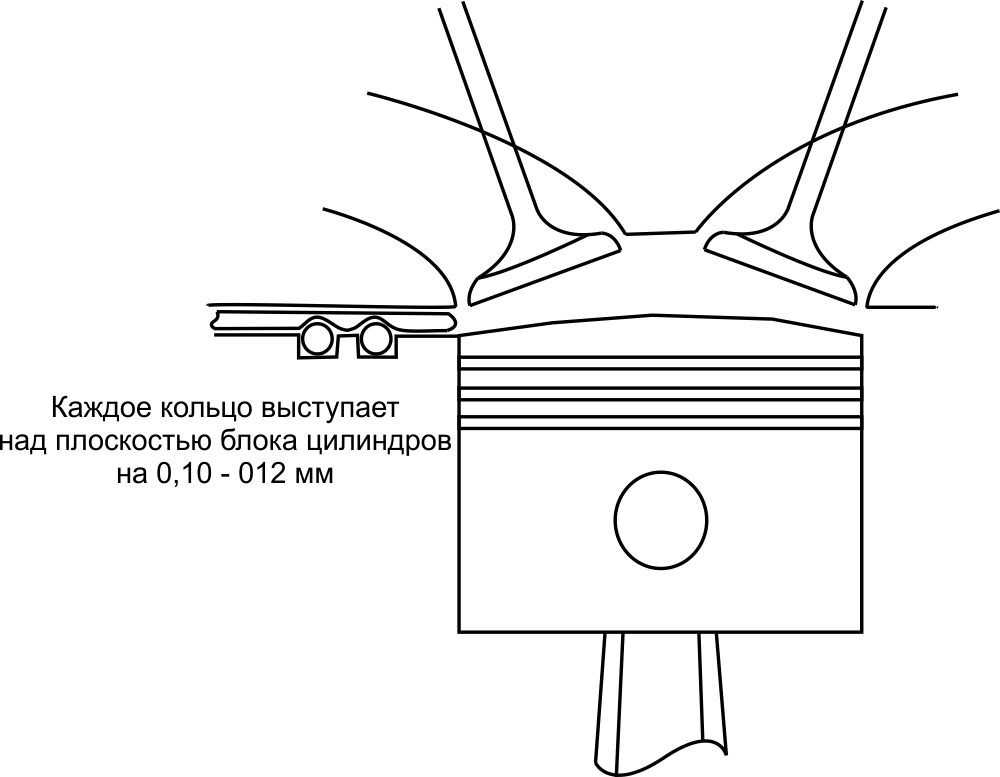
Прокладка головки блока цилиндров, усиленная кольцевым уплотнением
Прокладка головки блока цилиндров, усиленная двойным кольцевым уплотнением
Прокладка головки блока цилиндров
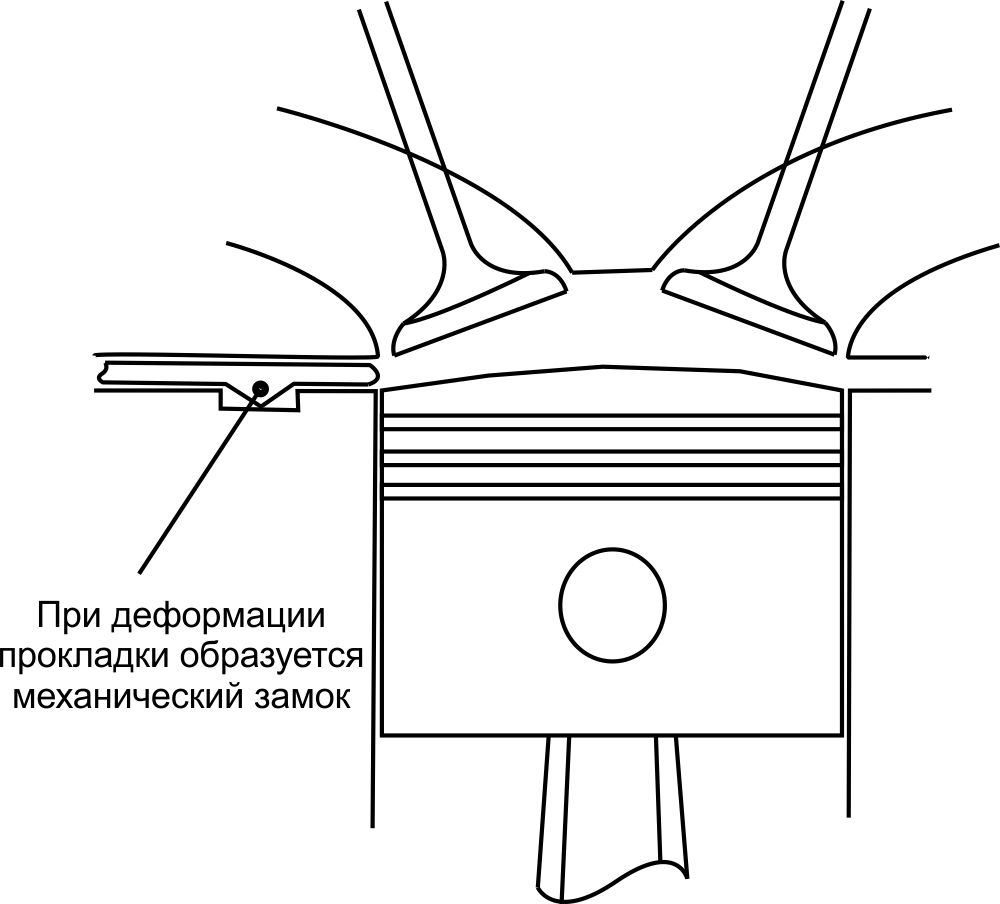
Думая об улучшении прокладки головки блока цилиндров нужно твердо понимать, что прокладка головки блока - слабое звено. Новая серийная прокладка головки блока, установленная на плоские поверхности и должным образом затянутые шпильки, являются хорошим соединением. Прокладки головки цилиндра вообще не склонны пропускать газы, масло или охлаждающую жидкость. Скорее, можно было бы говорить, что детонация повреждает что-то, и прокладка головки блока - первая деталь, стоящая у нее на пути. Почти всегда наиболее эффективная защита от повреждения прокладки головки блока - контроль за возникновением детонации. Само собой двигатели с максимальной отдачей должны быть оснащены наилучшими прокладками головки блока. Существует несколько методов для повышения стойкости штатных прокладок головки блока цилиндров. Идея состоит в том, чтобы обеспечить некоторый барьер, который поможет прокладке оставаться на месте, если она подвергнется нескольким ударам детонации. Этот барьер обычно имеет форму замка или механического барьера, как показано на рисунках 13-5,6, и 7.

Крепление головки блока шпильками - правильный выбор при подготовке турбодв игателя.
Крепление головки блока болтами - региение бухгалтера, решение инженера -крепление головки блока шпильками.
Когда шпилька затянута, ее резьба, действуя на резьбу в отверстии, вызывает сжимающие усилия в окружающем основном металле. Растягивающее усилие, приложенное к шпильке, снижает напряжения сжатия до нуля, при дальней шей затяжке создаются напряжение растяжения, в результате мы имеем более низкие растягивающие напряжения.
Крепление головки блока цилиндров
Первое серьезное усовершенствование состоит в замене болтов высокопрочными шпильками. Должным образом закрепленная шпилька, с хвостовиком, ввинченным до упора в блок, является гораздо лучшим креплением, чем болт, завинченный в блок.
Логично установить шпильки крепления головки блока на размер больше, и при этом получить возможность увеличить стягивающее усилие, при более высоком моменте затяжки. Серьезное внимание нужно уделить деформации верхней части цилиндра, вызванной более высоким моментом затяжки креплений.
Затяжка креплений головки блока
Цель затяжки болта, или гайки на шпильке, состоит в приложении растягивающего усилия к стержню болта или шпильки. Степень, с которой момент преобразуется в растяжение, почти исключительно зависит от трения между резьбой шпильки и резьбовым отверстием и трения между шайбой и гайкой. Чтобы достичь максимального растяжения в стержне для данного момента, трение нужно понизить до минимума.
Это нужно сделать, убедившись в отличном состоянии резьбы и гладкости поверхности гайки. Число использований болта или шпильки ограничено, потому что поверхности становятся шероховатыми, грубыми или иначе поврежденными. Вероятно, их можно использовать три раза.
Второй и наиболее важный способ снижения трения - смазка резьбы гайки или головки болта и шайбы; смазочные материалы, содержащие сульфид молибдена - лучшие. Простого масла будет недостаточно. Обратитесь к заводской инструкции или поставщиками крепежных элементов для определения величины момента затяжки. Если не указано ничего другого, приведенная величина - для чистой, сухой резьбы. При использовании сульфида молибдена все значения момента затяжки, регламентированного спецификацией нужно понизить на 10 % из-за крайне высоких смазочных качеств сульфида молибдена. Простое масло требует величины момента, которая будет меньше примерно на 5 %. Смазка этих поверхностей имеет такое значение, что если про нее забыли, нужно переделать работу, прежде чем запустить мотор.
Поршни для турбонаддува
Поршень это слабое звено в двигателе с турбонаддувом. Когда система с турбонагнетателем ломается, обычно это плохой поршень, который выходит из строя. Теплота и вызванная теплотой детонация - две вещи, которые наносят поршню большинство повреждений. Этим двум врагам могут лучше всего противостоять высокопрочные теплостойкие материалы, конструкция поршня и отвода тепла.
Материал для поршней.
Кованый алюминий, заэвтектический литой алюминий, и упрочненный заэвтектический сплав - вот общий выбор материалов дня поршней. Кованый алюминий, в некоторых случаях, значительно прочней, чем литой материал. Это, однако, не означает, что у него нет слабых мест. Кованые сплавы похожи по прочности на упрочненный заэвтек-тический сплав, в то же время у заэвтектических сплавове сть преимущество в виде высокой прочности в месте контактной площадки колец, где она наиболее важна.
Ковка имеет такую нежелательную особенность как необходимость в немного большем зазоре между поршнем и цилиндром. Большие зазоры могут разрушить поршень за короткое время в течение прогрева двигателя. Если используется слишком большой зазор, предполагаемый срок службы может быть равен ресурсу перегруженного литого поршня. Некоторые из производителей кованых поршней победили проблему увеличенного зазора, и мы имеем превосходные поршни. Проблема, конечно, в том, чтобы знать точно, что Вы имеете.

Хороший поршень для турбонаддува будет иметь толстые, прочные площадки для колец. Кованый поршень для двигателя Toyota 3S-GTE
Поршни из заэвтектических сплавов отлиты из алюминия с высоким содержанием кремния. Их самые полезные характеристики - низкое тепловое расширение и пониженная теплопередача. Приговор еще не вынесен, но это вероятно достаточно хорошее решение. Ясно, что эти поршни заслуживают изучения, перед тем как выбрать их в качестве лучшей части для вашего двигателя.
Не нужно бежать сломя голову в магазин за коваными поршнями, каждый раз, когда необходимо подготовить двигатель для установки турбонагнетателя.
Решение должно быть основано на трех пунктах: увеличение максимальных оборотов, давление наддува, и наличие эффективного промежуточного охладителя. Имейте в виду, что инерционные нагрузки в поршнях взмывают вверх с увеличением оборотов, большее давление производит большее количество теплоты, а хороший промежуточный охладитель забирает теплоту. Это и есть критерии выбора. Если условия не слишком необычные, уличному автомобилю, со штатными максимальными оборотами, больше подойдут литые поршни. Ковка должна использоваться для высоких оборотов, в то время как заэвтекти-ческие сплавы Тб отвечают почти всем предъявляемым требованиям.
Конструкция.
Разработанный специально для турбонаддува поршень будет более прочным, чем поршень, предназначенный для меньшей нагрузки. Предмет для беспокойства - толщина кольцевых перегородок. Кольцевые перегородки место восприятия нагрузок, которые воздействуют на поршень. Толщина этих перегородок должна быть как минимум вдвое больше чем на поршнях для атмосферных двигателей. Часто поршни для турбонаддува будут иметь лучшую теплопередачу от головки поршня к боковым стенкам.
Отвод тепла.
Один из способов увеличения прочности поршня состоит в том, чтобы понизить его рабочую температуру. Для этого кажутся подходящими два метода: керамическое покрытие днища поршня и/ил и распыление масла на дно поршня. При керамическом покрытии возможно немного увеличить температуру на впуске, как следствие меньшей теплопередачи в поршень. Имейте в виду, что теплота на впуске - причина детонации. Впрыск масла на днище поршня доказал свою практичность на разных транспортных средствах, таких как дизельные Mercedes Benz и автомобили Гран при в начале 80-ых.
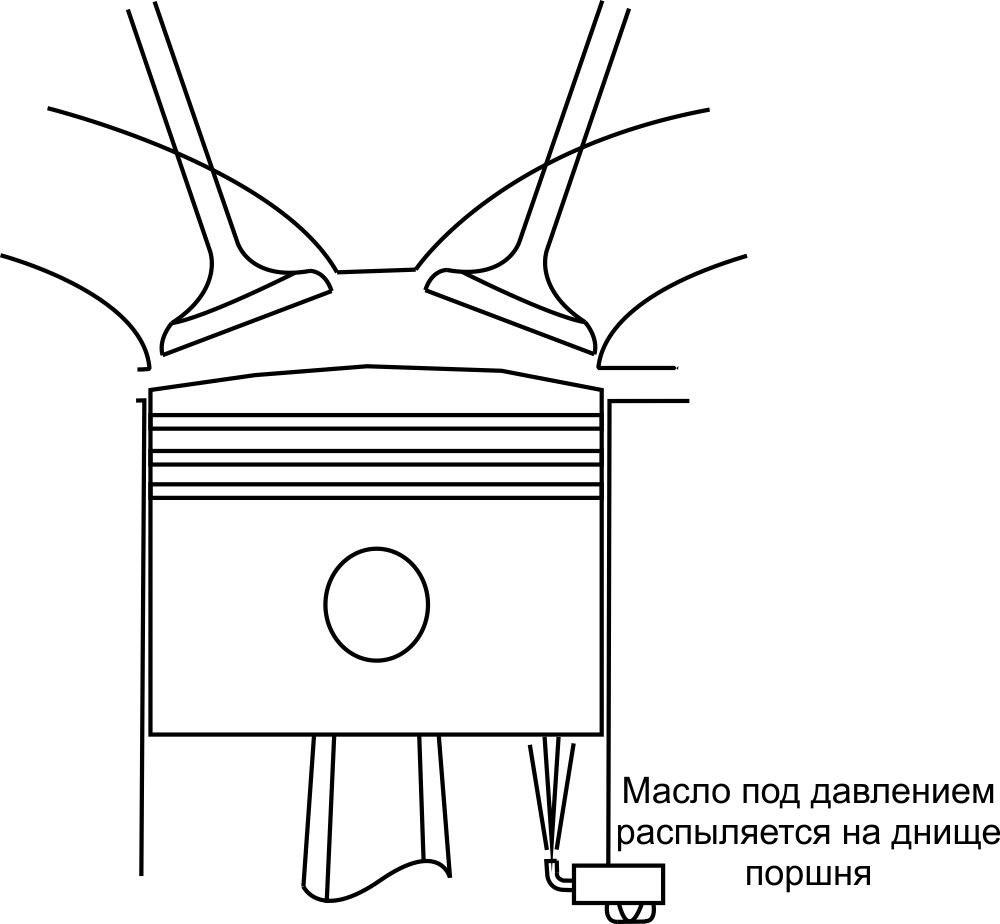
Впрыск масла на днище поршня понижает рабочую температуру поршня, увеличивая его ресурс.
Хотя установка форсунок и не является простой, распыление масла должно бьггь первой модификацией. Установка форсунок должна сопровождаться установкой масляного насоса увеличенной производительности, или, по крайней мере, более жесткой пружиной в редукционном клапане насоса. Может потребоваться подбор диаметра сопла форсунок, диаметр 0,8 мм должен быть хорошим выбором для начала.
Балансировка деталей
Турбонагнетатель имеет некоторое отношение к механическому совершенству двигателя. Совершенно понятно, что любой двигатель, предназначенный для эффективной подготовки, должен подвергаеться полной и точной балансировке. В противном случае конечный пользователь просто несерьезен.
Распредвалы
Известно, что распредвалы для турбонаддува значительно отличаются от распредвалов для форсированных атмосферных двигателей. Характеристики с широкой фазой и длительным перекрытием для распредвалов форсированных атмосферных двигателей, не подходят дня системы турбонаддува, уличный двигатель с небольшим турбонагнетателем, работает с давлением в выпускном коллекторе, которое несколько выше, чем давление наддува на впуске. При установке распредвалов с широкой фазой и длительным перекрытием, создается сильный обратный выброс газов. Таким образом "распредвал для турбонаддува" должен иметь узкую фазу и достаточно ограниченное перекрытие.
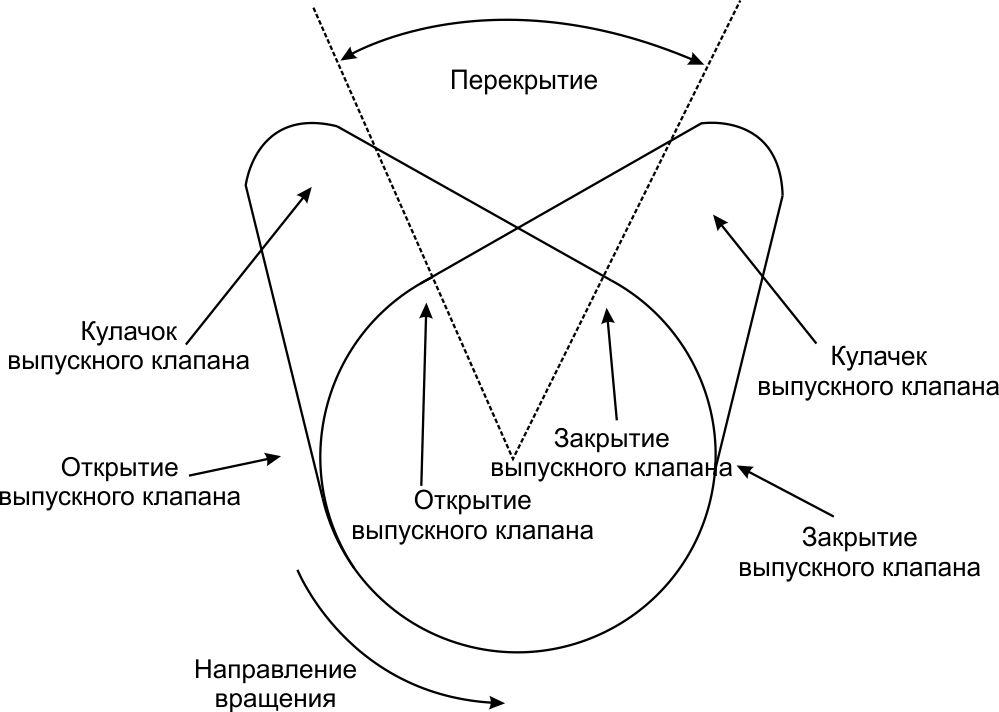
Перекрытие распредвала турбодвигателя должно быть минималъным.
Трудно найти распредвал для турбонаддува, который работает лучше, чем штатный.
Другие элементы двигателя
Выбор таких деталей как клапанный механизм, шатуны, подшипники, и шатунные болты не зависит от наличия турбонагнетателя. Эти детали должны быть выбраны на основании предполагаемых максимальных оборотов двигателя. Вообще, штатное оборудование полностью подходит фактически для любой системы турбонаддува, которая имеет максимальные обороты двигателя, установленные производителем.
Итоги главы
Какова лучшая степень сжатия для двигателя с турбонаддувом?
Нет такого понятия как лучшая или идеальная степень сжатия. Есть простые основные принципы:
• Чем ниже степень сжатия, тем легче обеспечить высокий наддув без детонации
• Чем выше степень сжатия, тем больше топливная экономичность и реакция двигателя при отсутствии давления наддува
При высокой степени сжатия борьба с детонацией достаточно сложное дело. Для всех практических целей, обычно приходится использовать степень сжатия стандартного двигателя. Серьезные усилия, направленные на промежуточное охлаждение, делают это практически возможным.
Необходимо ли заменить распредвал?
Нет. Штатные распредвалы обычно вполне подходят. При высоком давлении наддува ( более 1 бара) на турбоавтомобиле с высокими характеристиками, замена распредвала будет необходима, но это также касается и некоторых других вещей. Оставьте штатный распредвал, и Вы будете вполне довольны.
Необходимо ли модифицировать головку блока цилиндров или переделывать каналы клапанов?
Нет в обоих случаях.
Нужно ли использовать специальную прокладку головки блока цилиндров ?
Прочность прокладки головки блока цилиндров у разных двигателей заметно различается. Необходимо, чтобы штатная прокладка головки блока цилиндров была в штатном состоянии. Если она в порядке, и болты головки блока цилиндров должным образом затянуты, давление наддува редко будет повреждать прокладку. Специальные прокладки головки блока цилиндров и кольцевые уплотнения часто являются лекарством от других проблем. Они - невнятное оправдание за отсутствие должного контроля над детонацией. Если детонация проблема, лечите эту проблему, и штатная прокладка головки блока цилиндров, как правило, будет хорошо выполнять свои задачи.




